



















Mr. Chan
Leave a message
Mr. Chan
Leave a messageAnother way to reduce costs related to tooling is designing a family or multi-cavity mold. Depending on part similarity, material selection, and processing requirements you may be able to include more than one part in your mold. This will increase the cost of the tool but it will be marginal. When compared to cutting separate tooling for each part.
Multi-cavity molding lends itself to high production requirements. The more cavities you have in a tool the more parts you`re able to create each cycle. While this will drive up initial costs related to tooling it will lead to lower part prices and lower cost overall in the long run.
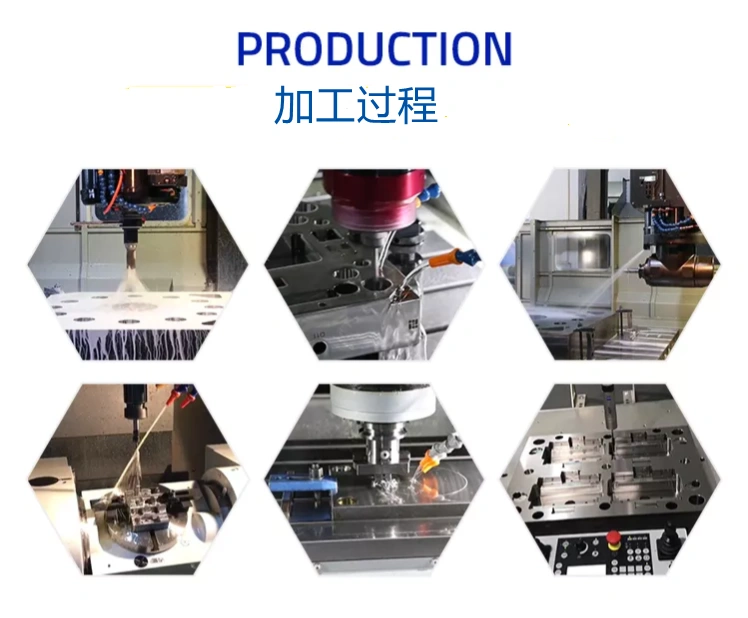
Injection molding is a very straightforward process that may not seem like it has much room for cost reduction techniques. But if you ask the pros, they will tell you otherwise.
You can utilize scientific molding and DECOUPLED MOLDING® techniques to optimize clamp/eject movements, fill time, pack time, hold time, and cooling. You`re able to only use what`s needed to make good parts with a smaller buffer.
Properly sized mold temperature control units, or thermometers, will also help lower cycle times. 80% of the molding cycle is spent cooling the part from the melt temperature to an ejection temperature. Where the part is rigid enough to withstand the forces of ejection and retain dimensional integrity. If we don`t have enough water flow. Then the ability to cool the part to the correct temperature is compromised, and the workaround is to leave the part in the mold longer, costing more money.

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








