



















Mr. Chan
Leave a message
Mr. Chan
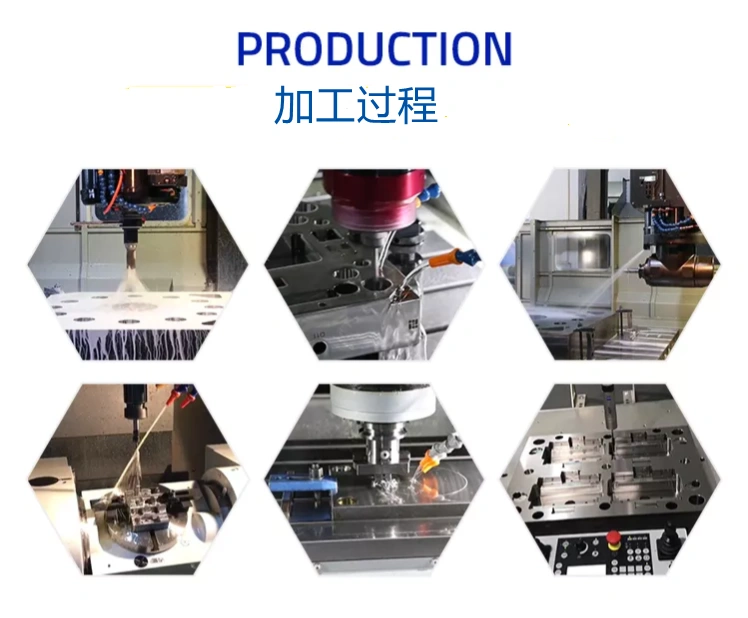
Leave a messageWith cavity steel or alloy selection, many variables can dictate the best option. Things that need to be considered are the material you`ll be molding, cycle-time expectations, part criteria, expected volume, tooling costs, and maintenance. The goal here is not to suggest, recommend, or give preference to any specific steel or alloy, but to offer some guidance you should take into account when making the selection.
Uses: Stripping, up and down pads, splints with higher requirements, female and male molds with lower requirements.
Mechanical properties: heat treatment quenching temperature 760°, return water temperature 140°~250°, hardness HRC50°~58°.
Uses: Stripping, underlaying, female and male molds with lower requirements.
Mechanical properties: heat treatment quenching temperature 950°~980°, return water temperature 180°~250°, hardness HRC50°~56°.
Uses: Male molds, female molds, and molds with higher requirements, such as stripping of continuous molds of stainless steel shrapnel, etc.
Mechanical properties: heat treatment quenching temperature 980°~1050°, return water temperature 180°~250°, hardness HRC 55°~62°.
Uses: Commonly used in male and female molds of higher density molds.
Mechanical properties: Hardness and wear resistance are better than SKD, deformation coefficient is less than SKD. Heat treatment quenching temperature 980°~1050°, return water temperature 180°~250°, hardness HRC55°~62°.
Uses: It is often used in the master block (insert) of engineering molds or continuous molds and punches for punching small holes. Many tools such as ordinary milling cutters, drills, wiretaps, etc. are also suitable.
Mechanical properties: high hardness, good wear resistance, complicated heat-treatment process. Hardness HRC62°~64°.
The electrical processing performance is good, the mechanical processing performance is poor, and no heat treatment is required after processing. Due to the compact internal molecular structure of the material, the polishing performance is good.
Uses: upper and lower mold seat feet, heightening boards, supporting boards, lower backing boards, splints.
Uses Mould base, general machine bed.
Uses: Commonly used as a material for shaft parts.
Mechanical properties: good mechanical processing performance and strong hardness, quenching and tempering treatment, quenching temperature 820°~850°, return water temperature 600°~650°, HRC40°.
There are pros and cons to each option, so it`s important to know all the angles to understand the long-term cost versus just the up-front tooling costs. If you need wear-resistant steel, you are looking at hardened tool steel. This will increase your tooling costs upfront but will reduce your maintenance costs in the long term. But here`s the twist: Hardened steels are less thermally conductive, which can impact cooling time if you don`t put extra focus on the tool design for cooling. If you go with standard tool steel that will not be hardened, your cost will be lower upfront but your long-term maintenance cost will be greater.
You can also apply a coating or surface treatment to reduce wear, which will still be cheaper than hardened steel but will put you at risk if the tool is damaged. Repairing coatings and surface hardening takes lots of time and money, especially for a part with visual requirements. But the thermal conductivity will be 10-15% greater than with hardened tool steel. Then there are options in aluminum and alloys with a much greater thermal conductivity that can have a big payback in cycle time. Again-pros and cons for each option.

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








