



















Mr. Chan
Leave a message
Mr. Chan
Leave a messageA two-color mold is a type of injection mold that can produce a plastic part with two different colors or materials. It has two cavities, each having a different material or color. The mold is designed in such a way that the two materials can be injected into the mold in two separate stages. The first material is injected into the first cavity, and then the second material is injected into the second cavity, which is connected to the first cavity. This creates a part with two colors or materials that are seamlessly blended together. Two-color molds are commonly used in the production of automotive parts, electronic products, and household items.
What is overmolding?
Overmolding is a process in which a plastic part is created by molding one material over another material. This technique is used to create a part with a soft, rubber-like grip or a more durable surface. The process involves molding a substrate or base material, and then molding a second material, the overmold, onto the first material while it is still in the mold. The second material is usually a thermoplastic elastomer (TPE) or a rubber material that is molded onto the surface of the substrate. Overmolding is commonly used in the production of consumer products, such as toothbrushes, razors, and power tools, to provide a comfortable grip and improve the product`s performance. It is also used in the production of medical devices and automotive parts, where it can improve the safety and durability of the product.
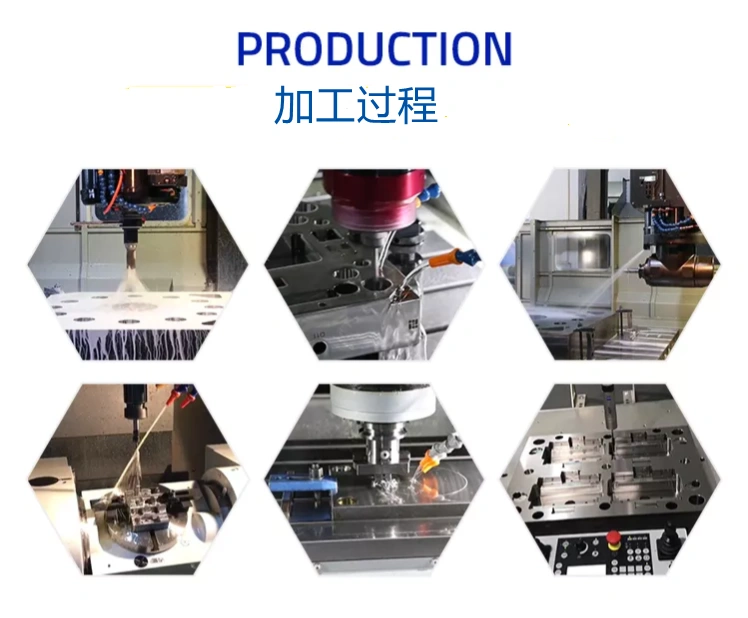
Plastic mold in the design should pay attention to the positioning of the hard plastic pieces, and shrink, to prevent plastic deformation. Two-color mold is increasingly prevalent in the market, in this process can make the appearance of the product more beautiful, easy For color and can not spray, but expensive, high technical requirements.
1,Cavity`s two shapes are different, respectively, forming a product. The Core`s two shapes are exactly the same.
2. Die cavity, core to the center of rotation 180o, must match. The design must do this check action.
3. Note thimble hole location, the minimum distance 210mm. Large mold to be appropriate to increase the number of top hole sticks. And, because the thimble attached to the injection molding machine itself is not long enough, we must design an extension thimble in our mold. The thimble should grow about 150mm around theMold Base. Rear mold base plate must be designed 2 locating ring
4.cavity panel plus the total thickness of the A plate can not be less than 170mm. Look carefully at the other reference data for this type of injection molding machine. For example, the maximum Die thickness, the minimum die thickness, the distance to the top stick hole, and more.
5. Three board mold outlet can best be designed to automatically release action. Special attention should be paid to the release of soft glue outlet action is possible.
1,The depth of the front sprue, not more than 65mm. The distance from the top of the sprue on the upper side (large spout) to the center of the mold embryo is not less than 150mm.
2. In the design of the second injection of the cavity, in order to avoid cavity scratches the first good product glue bits, you can design part of the avoidance. However, we must carefully consider the strength of each sealing plastic position, that is: in the injection molding, whether there will be a large injection pressure, the plastic deformation, resulting in the second injection may have approved the production possible?
3.The first injection molding product size can be slightly larger, so that it can be pressed in the second cavity with another tight, in order to achieve the role of plastic closures.
4. Note that in the second injection, the plastic flow will rush to the first good product that has been formed, the plastic deformation? If this is possible, we must find ways to improve.

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








